CNC LETRAS VARIABLES
- solucioneszener
- Jun 11, 2025
- 6 min read

CÓDIGOS ESPECÍFICOS
Los códigos G, también llamados códigos preparatorios, son cualquier palabra en un programa CNC que comience con la letra G. Generalmente es un código que le dice a la máquina qué tipo de acción realizar, como por ejemplo:
Movimiento rápido (transportar las herramientas lo más rápido posible entre cortes).
Avance controlado en línea recta o en arco.
Serie de movimientos de avance controlado que permiten perforar un agujero, cortar (fresar) una pieza de trabajo a una dimensión específica o añadir un perfil (contorno) al borde de una pieza de trabajo.
Configurar información de la herramienta, como la compensación.
Cambiar los sistemas de coordenadas.
Hay otros códigos; los códigos que pueden considerarse como registros en una computadora.
Se ha señalado a lo largo de los años que el término “código G” es impreciso, ya que “G” es solo una de las muchas direcciones de letras del idioma completo. Proviene del sentido literal del término, refiriéndose a una dirección de letra y a los códigos específicos que se pueden formar con ella (por ejemplo, G00, G01, G28), pero todas las letras del alfabeto inglés se utilizan en algún lugar del idioma. No obstante, “código G” se ha establecido por léxico popular como en nombre común del idioma.
LETRAS VARIABLES
Algunas Letras Variables se utilizan solo en Fresado o Torneado; la mayoría se utilizan en ambos. A continuación, se muestran en negrita las letras más frecuentes en un programa.
Variable | Descripción | Información Anexa |
A | Posición absoluta o incremental del eje A (eje de rotación alrededor del eje X). | • La rotación positiva se define como una rotación en sentido antihorario, desde X positivo hacia X negativo. |
B | Posición absoluta o incremental del eje B (eje de rotación alrededor del eje Y). | |
C | Posición absoluta o incremental del eje C (eje de rotación alrededor del eje Z). | |
D | Define el diámetro o el desplazamiento radial utilizado para la compensación de la herramienta de corte. D se utiliza para la profundidad de corte en tornos. Se utiliza para la profundidad de corte en tornos. | • G41: compensación de la herramienta izquierda. • FG42: compensación de la herramienta derecha. |
E | Avance de precisión para roscado en tornos. | |
F | Define la velocidad de avance. | • Las unidades comunes son la distancia por tiempo en las fresadoras (pulgadas por minuto, IPM, o milímetros por minuto, mm/min) y la distancia por revolución en los tornos (pulgadas por revolución, IPR, o por milímetros por revolución, mm/rev). |
G | Dirección para comandos preparatorios. | • Los comandos G suelen indicar al control el tipo de movimiento deseado (ej., posicionamiento rápido, avance lineal, avance circular, ciclo fijo) o el valor de desplazamiento a utilizar. |
H | Define la compensación de la longitud de la herramienta; eje incremental correspondiente al eje C (ej., en un torno-fresadora). | • G43: Compensación negativa de la longitud de la herramienta. • G44: Compensación positiva de la longitud de la herramienta. |
I | Define el centro del arco en el eje X para los comandos de arco G02 o G03. También se utiliza como parámetro en algunos ciclos fijos. | • El centro del arco es la distancia relativa desde la posición actual hasta el centro del arco, no la distancia absoluta desde el sistema de coordenadas de trabajo (SCT). |
J | Define el centro del arco en el eje Y para los comandos de arco G02 o G03. También se utiliza como parámetro en algunos ciclos fijos. | |
K | Define el centro del arco en el eje Z para los comandos de arco G02 o G03. También se utiliza como parámetro en algunos ciclos fijos, equivalente a la dirección L. | |
L | Número de bucles de ciclo fijo; especificación del registro a editar con G10. | • Número de bucles de ciclo fijo: Define el número de repeticiones (“bubles”) de un ciclo fijo por posición. Se asume que es 1 a menos que se programe con otro entero. • A veces se utiliza la dirección K en lugar de L. Con el posicionamiento incremental (G91), se puede programar una serie de agujeros equidistantes como un bucle en lugar de como posiciones individuales. • Uso de G10: Especificación del registro a editar (compensaciones de trabajo, compensación de radio de herramienta, compensación de longitud de herramienta, etc.). |
M | Función miscelánea. | Código de acción, comando auxiliar; las descripciones varían. Muchos códigos M requieren funciones de máquina, por lo que suele decir que la “M” significa “máquina”, aunque no fue su intención. |
N | Número de línea (bloque) en el programa; Número de parámetro del sistema que se modifica con G10. | • Números de línea (bloque): Opcional, por lo que se omite con frecuencia. Necesario para ciertas tareas, como la dirección M99 P (para indicar al control a qué bloque del programa volver si no es el predeterminado) de las instrucciones “Ir a” (si el control las admite). • La numeración N no necesita incrementarse en 1 (por ejemplo, pueden incrementarse en 10, 20 o 1000) y puede usarse en cada bloque o solo en ciertos puntos del programa. • Número de parámetro del sistema: G10 permite modificar los parámetros del sistema bajo el control del programa. |
O | Nombre del programa. | • Por ejemplo, O4501. Durante muchos años, era común que las pantallas del control CNC usaran glifos de ceros con barra para distinguir fácilmente la letra “O” del dígito “0”. Hoy en día, los controles GUI suelen ofrecer diversas opciones de fuentes, como en un PC. |
P | Sirve como dirección de parámetro para varios códigos G y M. | • Con G04, define el valor del tiempo de permanencia. • También sirve como parámetro en algunos ciclos fijos, representando tiempos de permanencia u otras variables. • También se utiliza para llamar y terminar subprogramas. (Con 098, especifica a qué subprograma llamar; con M99, especifica a qué número de bloque del programa principal regresar). |
Q | Incremento de picoteo en ciclos fijos. | • Por ejemplo, G73, G83 (ciclos de taladrado de picoteo). |
R | Define el tamaño del radio del arco o la altura de retracción en ciclos fijos de fresado. | • Para radios, no todos los controles admiten la dirección R para G02 y G03, en cuyo caso se utilizan vectores IJK. Para la altura de retracción, se retorna al nivel R si se programa G99. |
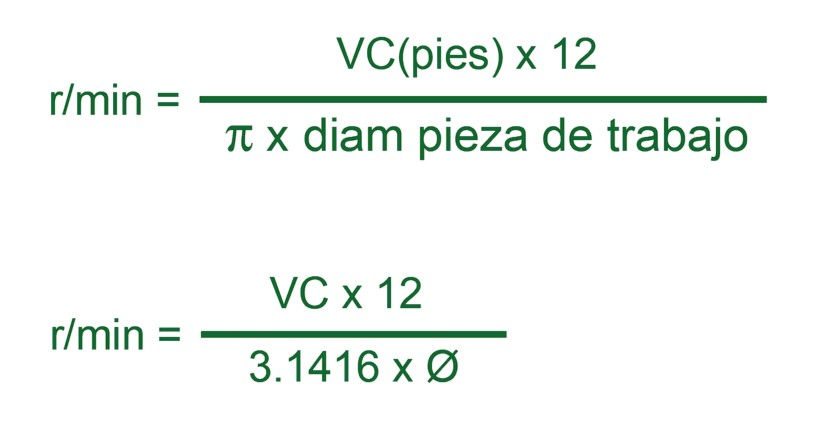
S | Define la velocidad, ya sea de husillo o de superficie, según el modo. | • Tipo de dato: entero. En el modo G97 (normalmente predeterminado), un entero después de S se interpreta como un número para rev/min (rpm). En el modo G96 (Velocidad de Superficie Constante o CSS), un entero después de S se interpreta como velocidad de superficie: sfm (G20) o m/min (G21). Véase también Velocidades y avances. En máquinas multifunción (torneado-fresado o fresado-torneado), el husillo que recibe la entrada (husillo principal o subhusillos) se determina mediante otros códigos M. |
T | Selección de herramienta. | • Para comprender el funcionamiento de la dirección T y su interacción con M06, es necesario estudiar los distintos métodos, como la programación de la torreta del torno, la selección de herramienta fija mediante ATC (Cambio Automático de Herramienta, definido por M06), la selección de herramienta con memoria aleatoria mediante ATC, el concepto de “próxima herramienta en espera” y las herramientas vacías. La programación en cualquier máquina CNC requiere conocer el método que utiliza. |
U | Eje incremental correspondiente al eje X (normalmente solo en los controles del grupo A del torno). También define el tiempo de espera en algunas máquinas (en lugar de “P” o “X”). | • En estos controles, X y U eliminan a G90 y G91, respectivamente. En estos tornos, G90 es una dirección de ciclo fijo para el desbaste. |
V | Eje incremental correspondiente al eje Y. | • Hasta la década del 2000, la dirección V se usaba muy poco, ya que la mayoría de los tornos que utilizaban U y W no tenían eje Y, por lo que no utilizaban V. Esto sigue siendo frecuente, aunque la proliferación de herramientas de torno vivo y el mecanizado de torno-fresado ha hecho que el uso de la dirección V sea menos frecuente que antes. Véase también G18. |
W | Eje incremental correspondiente al eje Z (normalmente solo en controles del grupo A del torno). | • En estos controles, Z y W eliminan G90 y G91, respectivamente. En estos tornos, G90 es una dirección de ciclo fijo para el desbaste. |
X | Posición absoluta o incremental del eje X. También define el tiempo de permanencia en algunas máquinas (en lugar de “P” o “U”). | |
Y | Posición absoluta o incremental del eje Y. | |
Z | Posición absoluta o incremental del eje Z. | • El eje de rotación del husillo principal suele determinar qué eje de una máquina herramienta se denomina Z. |