CNC ABREVIATURAS
- solucioneszener
- Jun 11, 2025
- 5 min read

Abreviaturas utilizadas por programadores y operadores
Esta lista es solo una selección y, a excepción de algunos términos clave, evita en gran medida la duplicación de las numerosas abreviaturas que aparecen en las abreviaturas y símbolos de dibujos de ingeniería.
Abreviatura | Significado | Información Complementaria |
APC | Cambio de Palet Automático (Automatic Pallet Change) | Véase M60. |
ATC | Cambio de Herramienta Automático (Automatic Tool Change) | |
CAD/CAM | Diseño Asistido por Computadora / Manufactura Asistida por Computadora (Computer Aided Design / Computer Aided Manufacturing) | |
CCW | Sentido Anti-Horario (CounterClockWise) | Véase M04. |
CNC | Control Numérico Computarizado (Computerized Numerical Control) | |
CRC | Compensación de Radio de Herramienta (Cutter Radius Compensation) | Véase también G40, G41 y G42. |
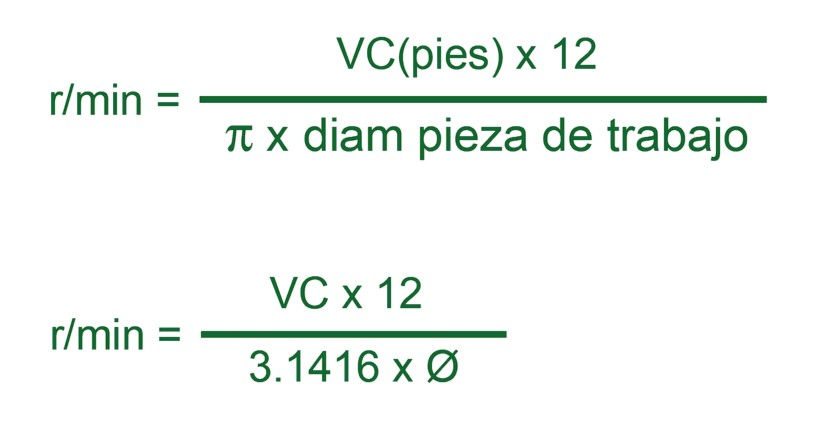
CS | Velocidad de Corte (Cutting Speed) | Se refiere a la velocidad de corte (velocidad de corte sobre la superficie) en pies de superficie por minuto (sfm, sfpm) o metros por minuto (m/min). |
CSS | Velocidad Constante de Corte (Constant Surface Speed) | Véase G96 y G97 para la explicación. |
CW | Sentido Horario (ClockWise) | Véase M03. |
DNC | Control Numérico Directo o Control Numérico Distribuido (Direct Numerical Control) | A veces se denomina “Alimentación por Goteo” o “Control Numérico por Goteo” debido a que un archivo puede alimentarse por goteo a una máquina, línea por línea, mediante un protocolo serie como RS232. El DNC permite que máquinas con memoria limitada procesen archivos más grandes. |
DOC | Profundidad de Corte (Depth Of Cut) | Se refiere a qué tan profundo (en la dirección Z) será un corte determinado. |
EOB | Fin de Bloque (End of Block) | El sinónimo de fin de línea (EOL) en código G. Un carácter de control que equivale a una nueva línea. En muchas implementaciones de código G, el punto y coma (;) es sinónimo de fin de línea. En algunos controles (especialmente los más antiguos), debe escribirse y mostrarse explícitamente. |
E-stop | Paro de Emergencia (Emergency Stop) | |
EXT | Externo (External) | En el panel de operación, una de las posiciones del interruptor de modo es “externo”, a veces abreviado como “EXT”, refiriéndose a cualquier fuente externa de datos, como cinta o DNC, en contraste con la memoria de computadora que está integrada en el propio CNC. |
FIM | Movimiento Completo del Indicador (Full Indicator Movement) | |
FPM | Pies Por Minuto (Feet Per Minute) | Véase SFM. |
HBM | Fresadora Horizontal (Horizontal Boring Mill) | Un tipo de máquina herramienta que se especializa en taladrar, generalmente, agujeros grandes de piezas de trabajo grandes. |
HMC | Centro de Maquinado Horizontal (Horizontal Machining Center) | |
HSM | Maquinado de Alta Velocidad (High Speed Machining) | Se refiere a maquinado a una velocidad considerada alta según los estándares tradicionales. Generalmente se logra con accesorios de husillo con engranajes especiales o con husillos de alta velocidad de última generación. En las máquinas modernas, HSM se refiere a una estrategia de corte con una carga de viruta ligera y constante y una alta velocidad de avance, generalmente a la profundidad de corte completa o cercana a ella. |
HSS | Acero de Alta Velocidad (High Speed Steel) | Un tipo de acero para herramientas utilizado para fabricar cortadores. Sigue siendo ampliamente utilizado hoy en día (es versátil, asequible y eficaz), aunque el carburo y otros materiales siguen perdiendo terreno en las aplicaciones comerciales debido a su mayor capacidad de maquinado. |
in | Pulgadas (inches) | |
IPF | Pulgadas por Filo (Inches Per Flute) | También conocido como carga de viruta. Véase dirección F y Velocidad de avance. Filo también se conoce como Hilo, Gavilán, Desahogo y en algunos lugares Flauta. |
IPM | Pulgadas por Minuto (Inches Per Minute) | Consulte la dirección F y la velocidad de alimentación. |
IPR | Pulgadas por Revolución (Inches Per Revolution) | Consulte la dirección F y la velocidad de alimentación. |
IPT | Pulgadas por Diente (Inches Per Tooth) | También conocido como carga de viruta. Véase dirección F y Velocidad de avance |
MDI | Entrada Manual de Datos (Manual Data Input) | Un modo de operación en el que el operador puede escribir líneas de programa (bloques de código) y luego ejecutarlas y presionando el botón de inicio del ciclo. |
MEM | Memoria (Memory) | En el panel operativo, una de las posiciones del interruptor de modo es “memoria”, a veces abreviado como “MEM”, en referencia a la memoria de computadora que está integrada en el propio CNC, en contraste con cualquier fuente externa de datos, como cinta o DNC. |
MFO | Anulación Manual de la Velocidad de Avance (Manual Feedrate Override) | Los botones MFO permiten al operador o maquinista CNC multiplicar el valor de avance programado por cualquier porcentaje, generalmente entre el 10% y el 200%. Esto permite ajustar con precisión las velocidades y los avances para minimizar las vibraciones, mejorar el acabado superficial, prolongar la vida útil de la herramienta, etc. Las funciones SSO y MFO pueden bloquearse por diversas razones, como la sincronización de la velocidad y el avance durante el roscado. En algunos controles más nuevos, la sincronización de la velocidad y el avance durante el roscado es lo suficientemente sofisticada como para que SSO y MFO puedan estar disponibles durante el roscado, y lo que facilita el ajuste de las velocidades y los avances para reducir las vibraciones en las roscas o en trabajos de reparación que impliquen la recogida de roscas existentes. |
mm | milímetros | |
MPG | Generador de Pulsos Manual (Manual Pulse Generator) | En referencia al dial (rueda) cada clic del dial genera un pulso de entrada de servo. |
NC | Control Numérico (Numerical Control) | |
OSS | Paro de Husillo Orientado (Oriented Spindle Stop) | Véase comentarios de M19. |
SFM | Pies de Superficie por Minuto (Surface Feet per Minute) | Véase también S y F en G96 y G97. |
SFPM | Pies de Superficie por Minuto (Surface Feet Per Minute) | Véase también S y F en G96 y G97. |
SPT | Roscado por un solo punto | |
SSO | Anulación de la velocidad del Husillo | El dial o los botones SSO permiten al operador o maquinista CNC multiplicar el valor de velocidad programado por cualquier porcentaje, típicamente entre el 10% y el 200%. Esto permite ajustar con precisión las velocidades y los avances para minimizar las vibraciones, mejorar el acabado superficial, prolongar la vida últil de la herramienta, etc. Las funciones SSO y MFO pueden bloquearse por diversas razones,, como la sincronización de la velocidad y el avance durante el roscado. En algunos controles más nuevos, la sincronización de la velocidad y el avance durante el roscado es lo suficientemente sofisticada como para que SSO y MFO puedan estar disponibles durante el roscado, lo que ayuda a ajustar con precisión las velocidades y los avances para reducir las vibraciones en las roscas o en trabajos de reparación que impliquen la recogida de roscas existentes. |
TC or T/C | Cambio de Herramienta (Tool Change) | Véase M06. |
TIR | Lectura Total del Indicador (Total Indicator Reading) | |
TPI | Hijos por Pulgada (Threads Per Inch) | |
USB | Puerto Universal (Universal Serial Bus) | Un tipo de conexión para transferencia de datos |
VMC | Centro de Maquinado Vertical (Vertical Machining Center) | |
VTL | Torno con Torreta Vertical (Vertical Turret Lathe) | Un tipo de herramienta que es esencialmente un torno con su eje Z girado verticalmente, lo que permite que la placa frontal se asiente como una gran plataforma giratoria. |